冲压成型是制造业核心塑性加工工艺,依托压力设备与专用模具,在常温下对金属板材施加外力,使其发生分离或塑性变形,批量加工出标准化零部件。该工艺具备生产效率高、成品一致性好、材料利用率高、成本可控等优势,广泛应用于汽车、家电、电子五金、轨道交通等领域,是工业量产不可或缺的基础工艺。本文采用SOLIDWORKS Simulation模拟传统冲压技术,具体操作步骤如下:
1. 模型预处理与导入
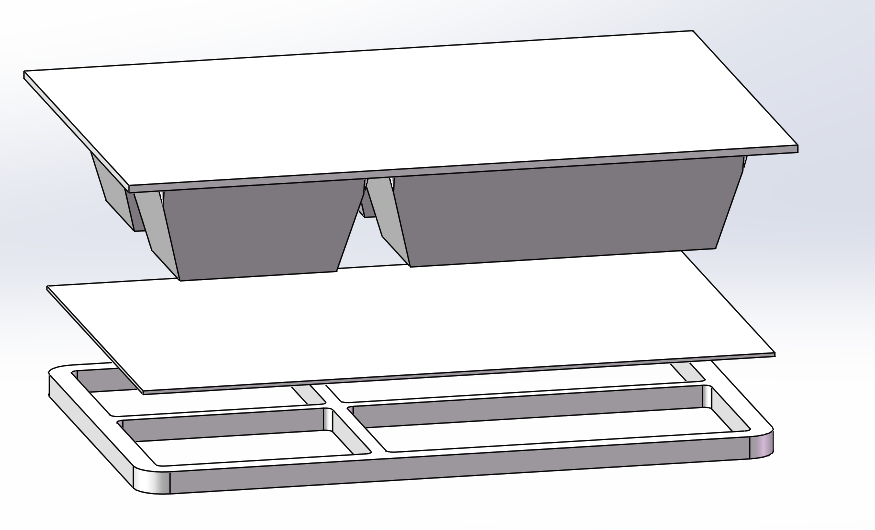
完成产品三维模型简化,去除圆角、小孔、细小台阶等无效细小的特征,避免网格畸变、计算不收敛;将简化后的模型导入Simulation仿真模块,分别建立板材毛坯、凸模、凹模的装配模型(如果有压边圈也可创建,本文简化掉压边圈),严格对齐装配位置,保证成型运动轨迹贴合实际生产工况。
2. 材料参数定义
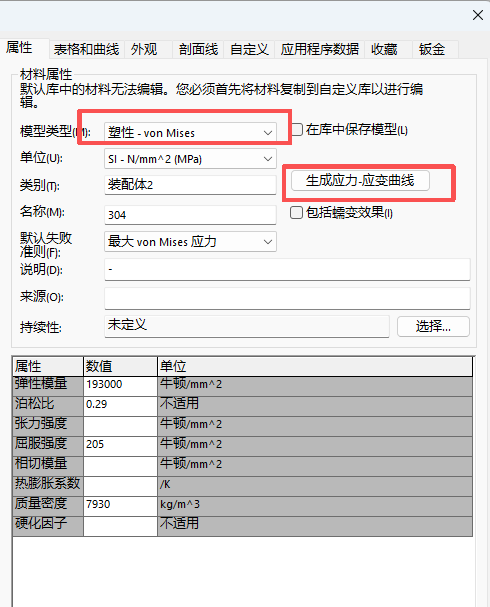
根据实际冲压材料匹配材料库参数,重点设置密度、弹性模量、泊松比、屈服强度、抗拉强度、塑性应变曲线(或设置合适的相切模量)等核心参数;针对不锈钢、高强钢、铝合金等难成型材料,需导入精准的材料硬化曲线,保障仿真结果与实际成型状态一致。
3.接触与边界条件设置
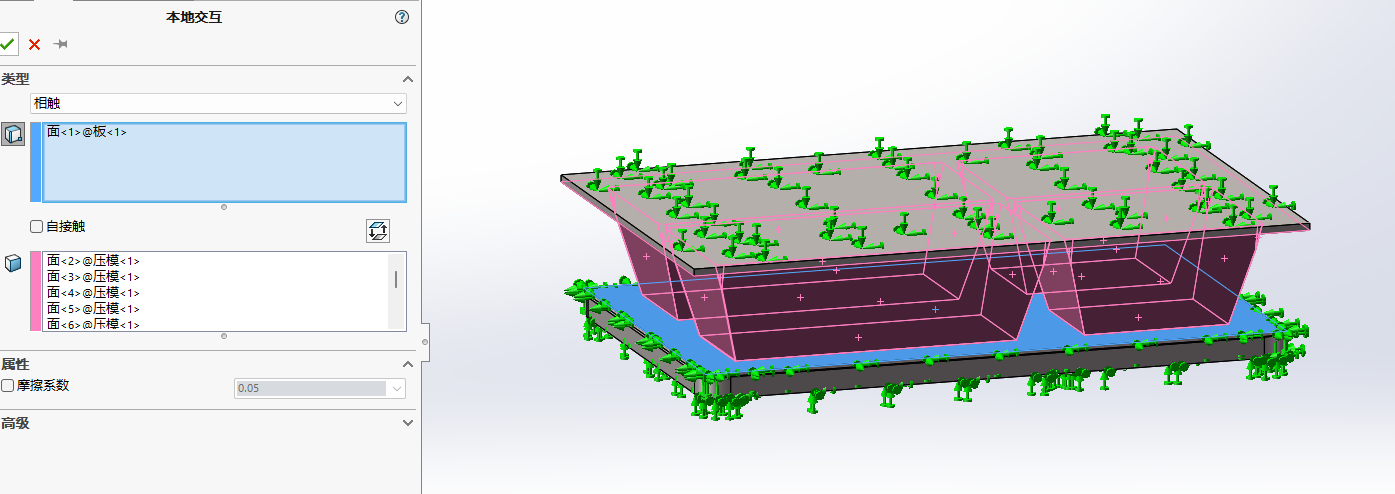
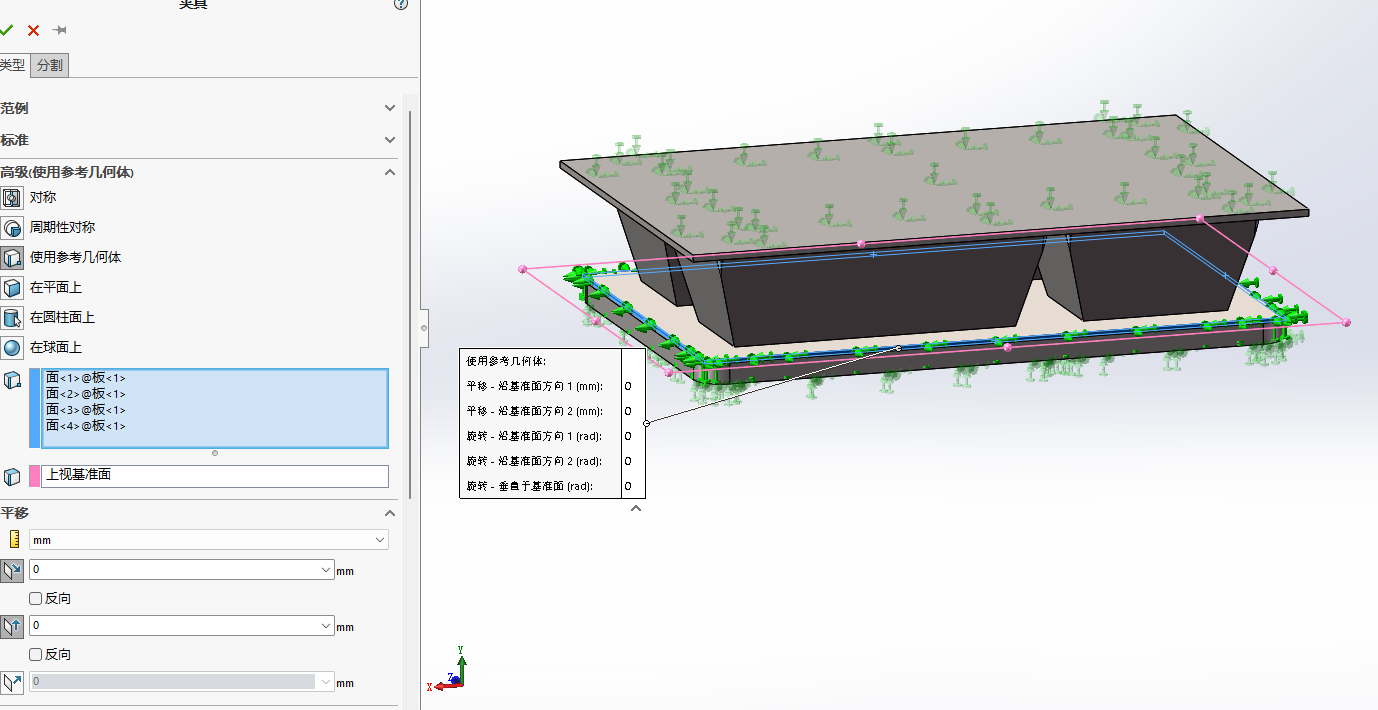
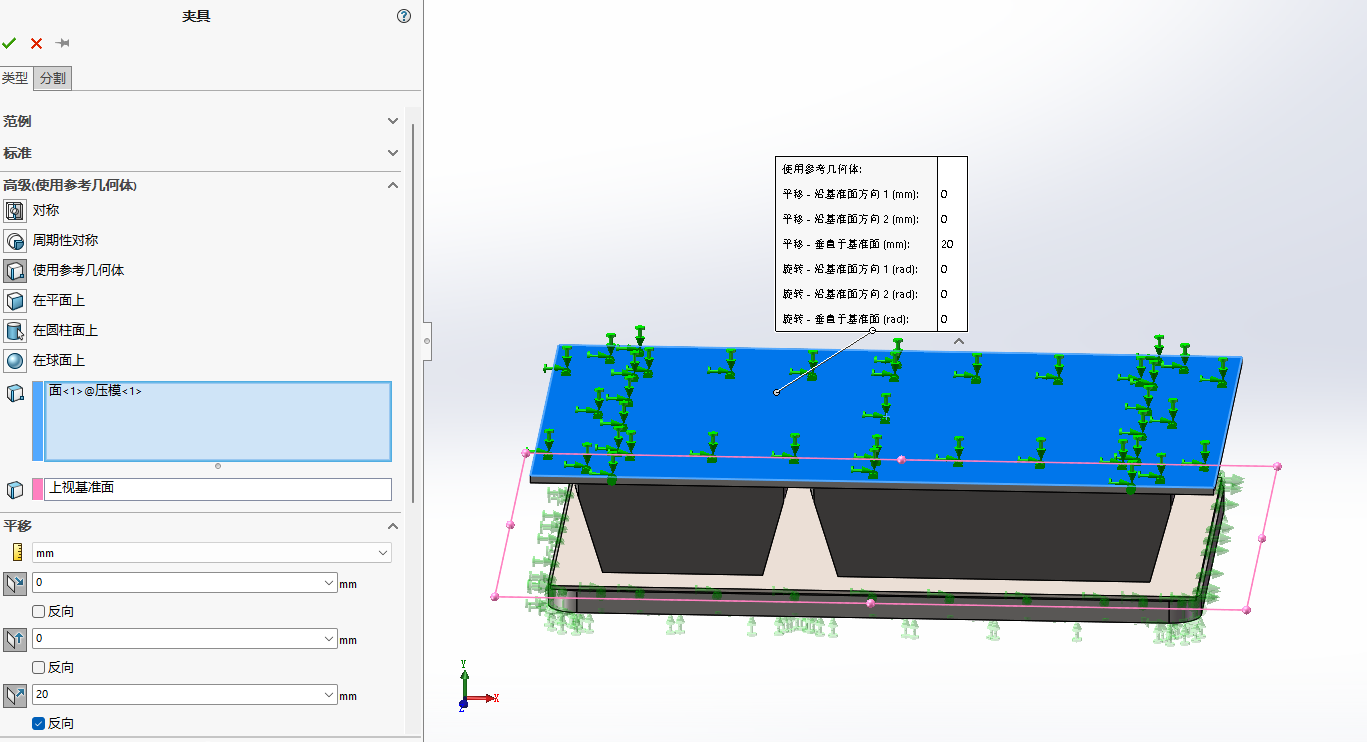
定义模具与板材的摩擦接触关系,根据工艺设置湿式润滑、干式摩擦对应的摩擦系数;约束模具固定端自由度,设置压边圈压力、冲压行程、冲压速度等关键工况参数,完全复刻实际生产线工艺条件。(以下仅展示部分边界条件)
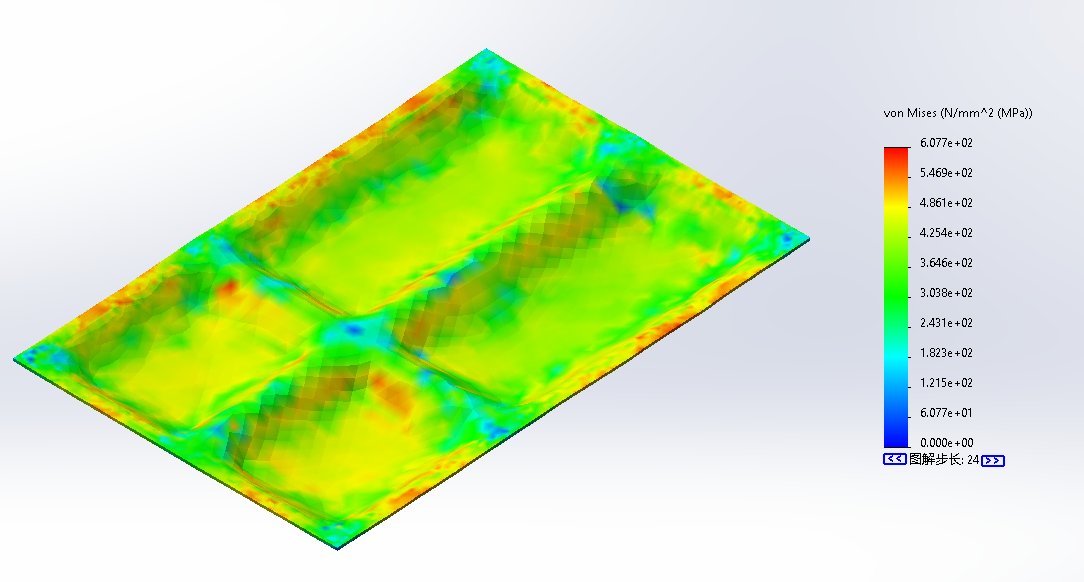
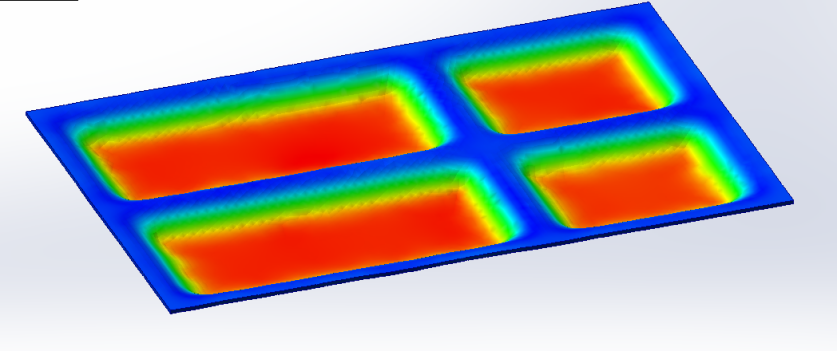
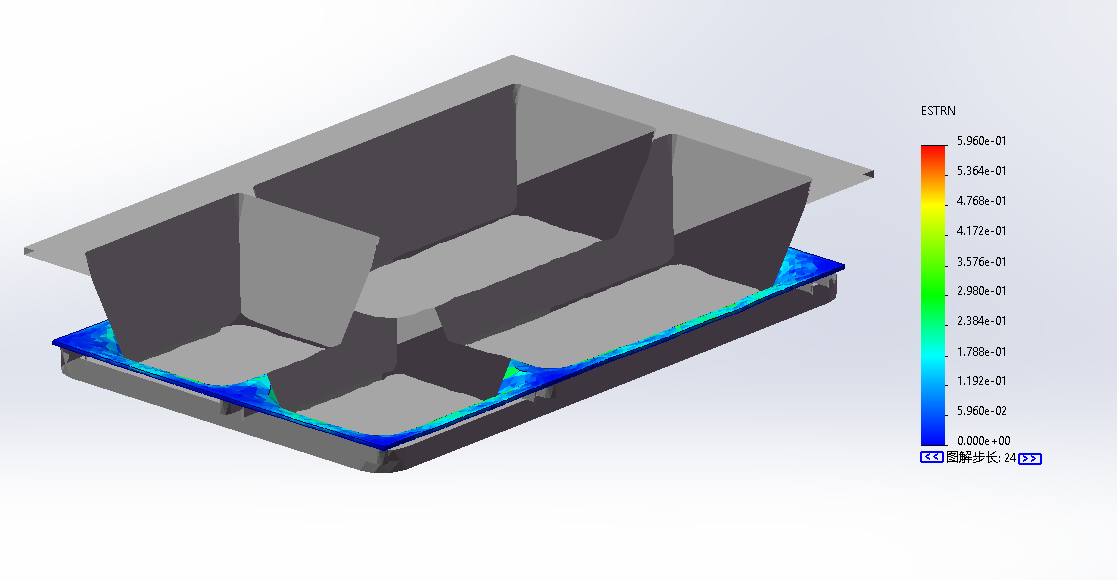
4.结果后处理与缺陷分析
计算完成后提取核心仿真数据,包括应力云图、应变云图、厚度分布云图、回弹位移数据;精准识别板材高应力集中区域、过度拉伸区域,判断是否存在拉裂、起皱、缩颈等缺陷,同时检测工件成型后的尺寸偏差、回弹量大小。调整步长,即可查看每一时刻的模型变形,应力等结果。(如需查看塑性应变结果,可在高级设置中单独显示塑性应变)